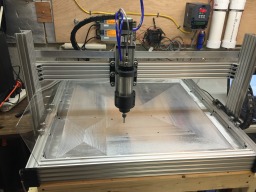
Finally getting around to uploading my CNC mill build. I've been using it for several months with many different materials and am very pleased with the results. I've made a few upgrades that now allow me to cut mild steel without issue so I thought I would share. I started out using c-beam instead of gantry plates with the plan to machine my own once I got it up and running. The c-beam is rock solid and don't feel solid gantry plates would add any more sturdiness. If you are on the fence, just go with c-beam!
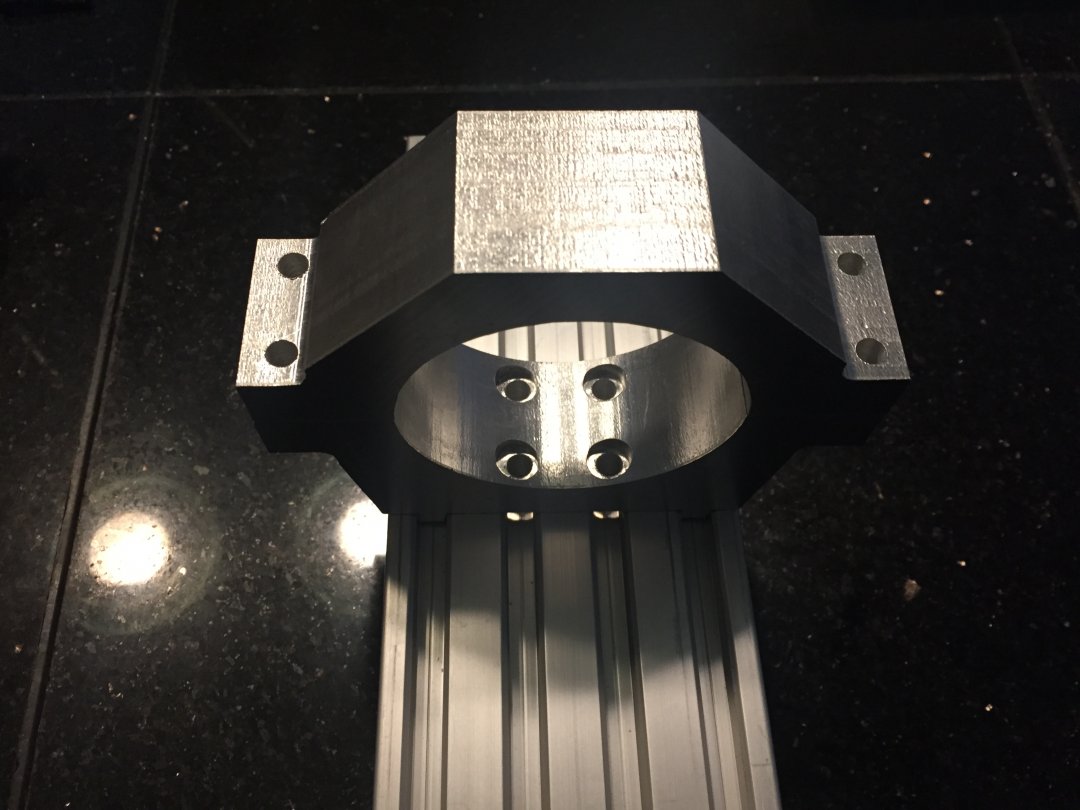
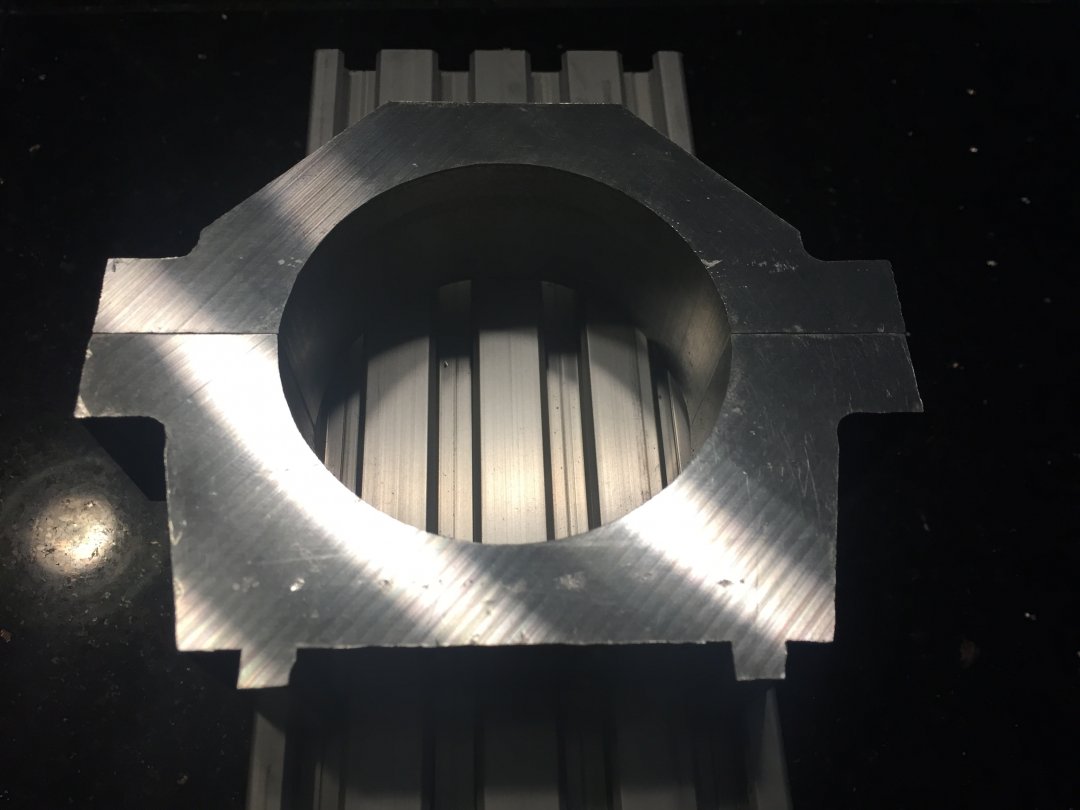
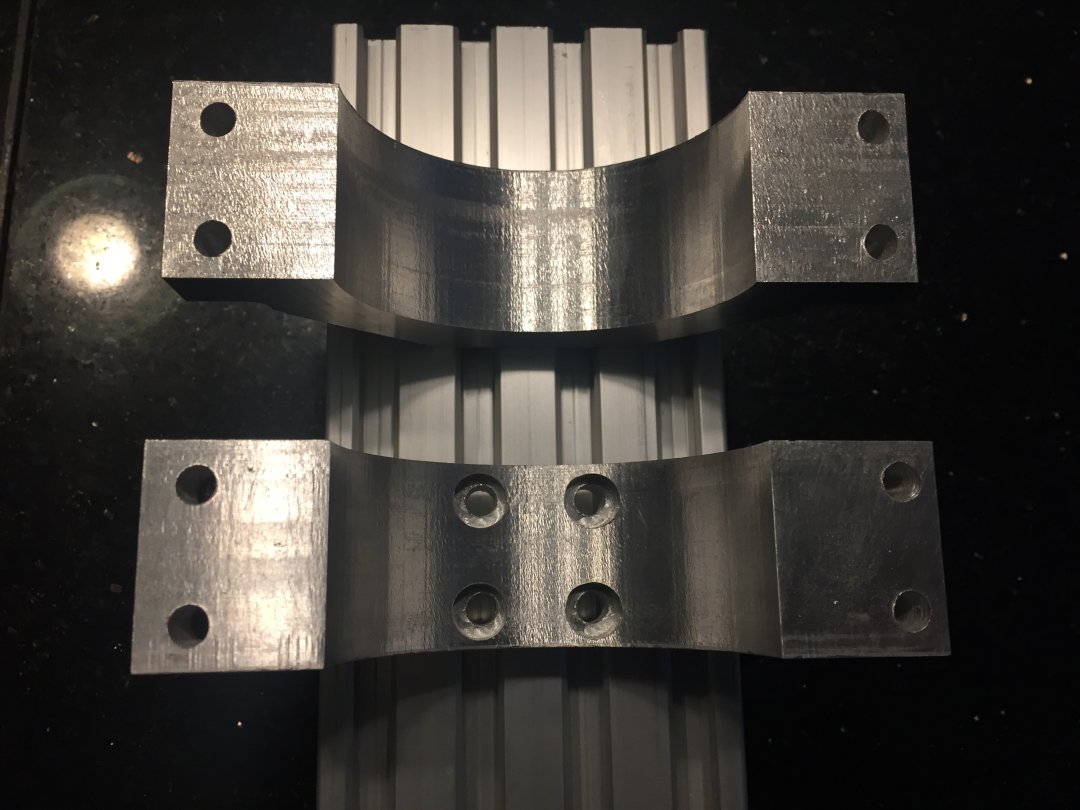
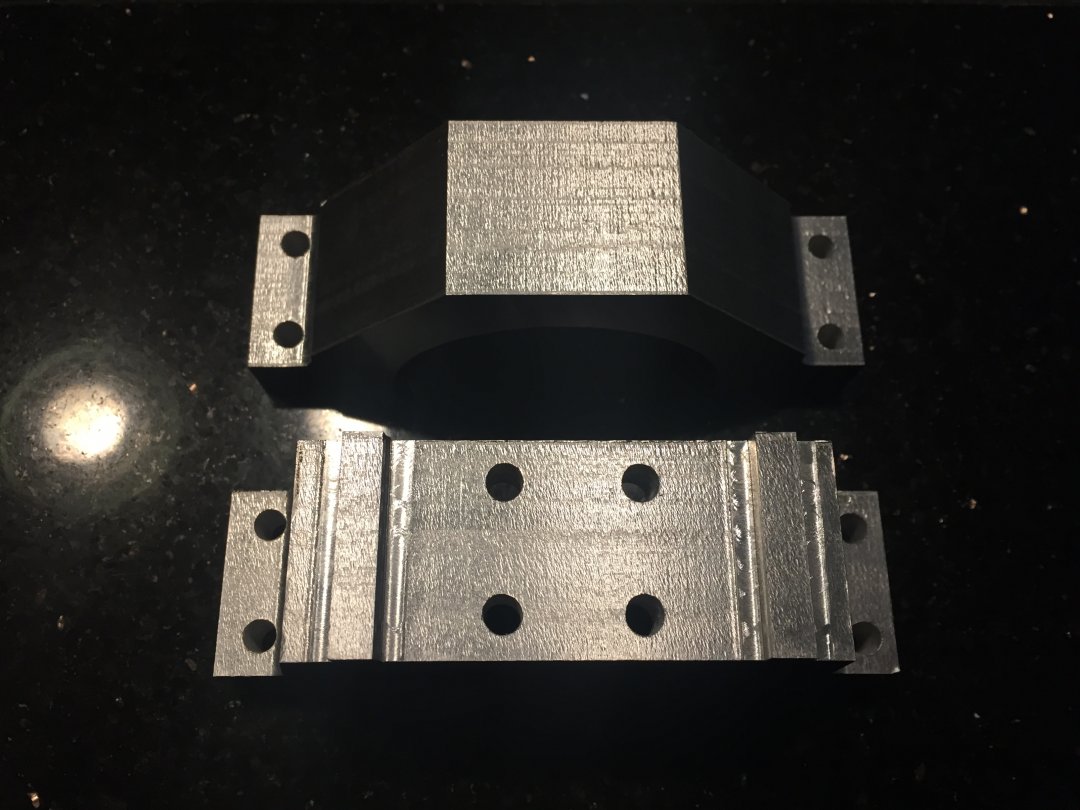
I also started with 3d printed in ABS spindle mounts. After calibrating my steps and getting really good accuracy I machined a set from 1.25" cast aluminum plate. I also included supports in the back that fit perfect in the c-beam. This allowed me to ensure my spindle was parallel and perfectly spaced on my Z axis.
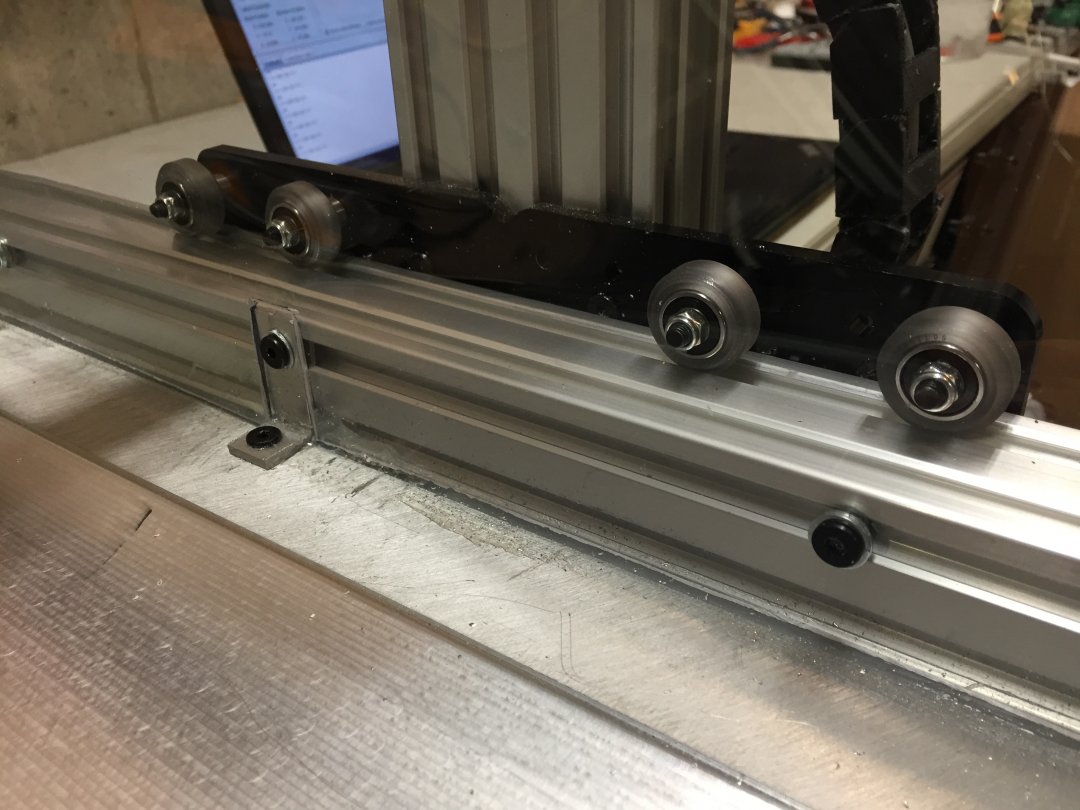
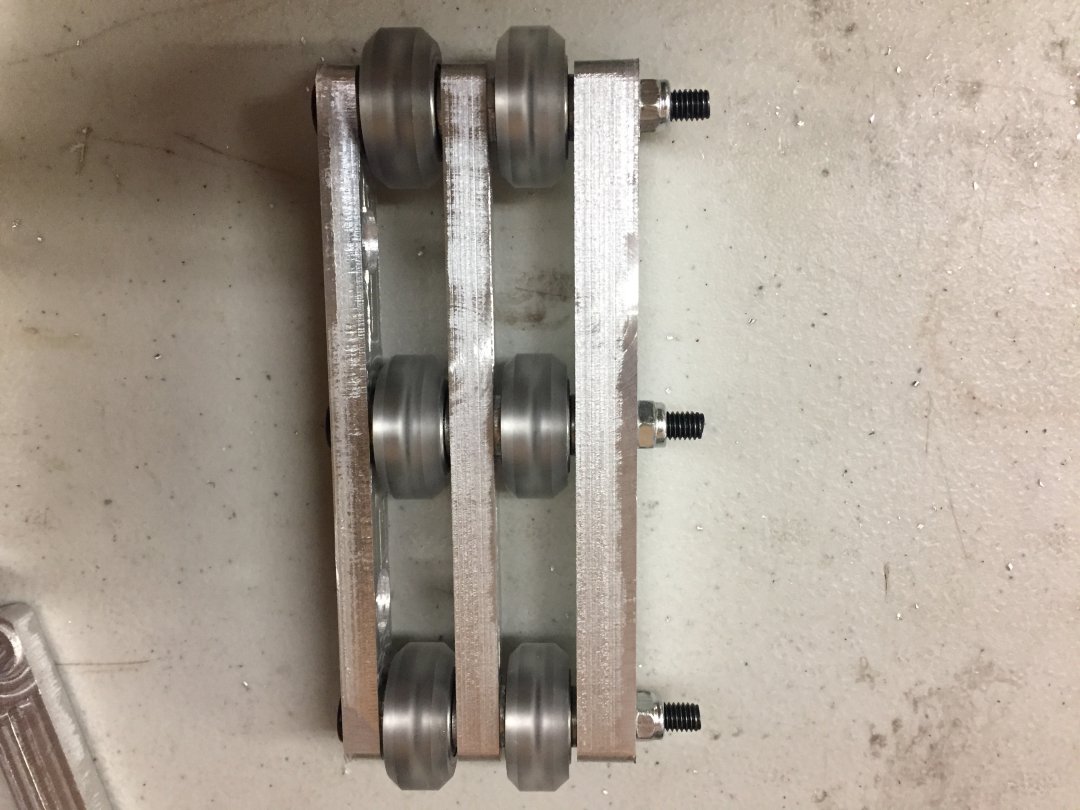
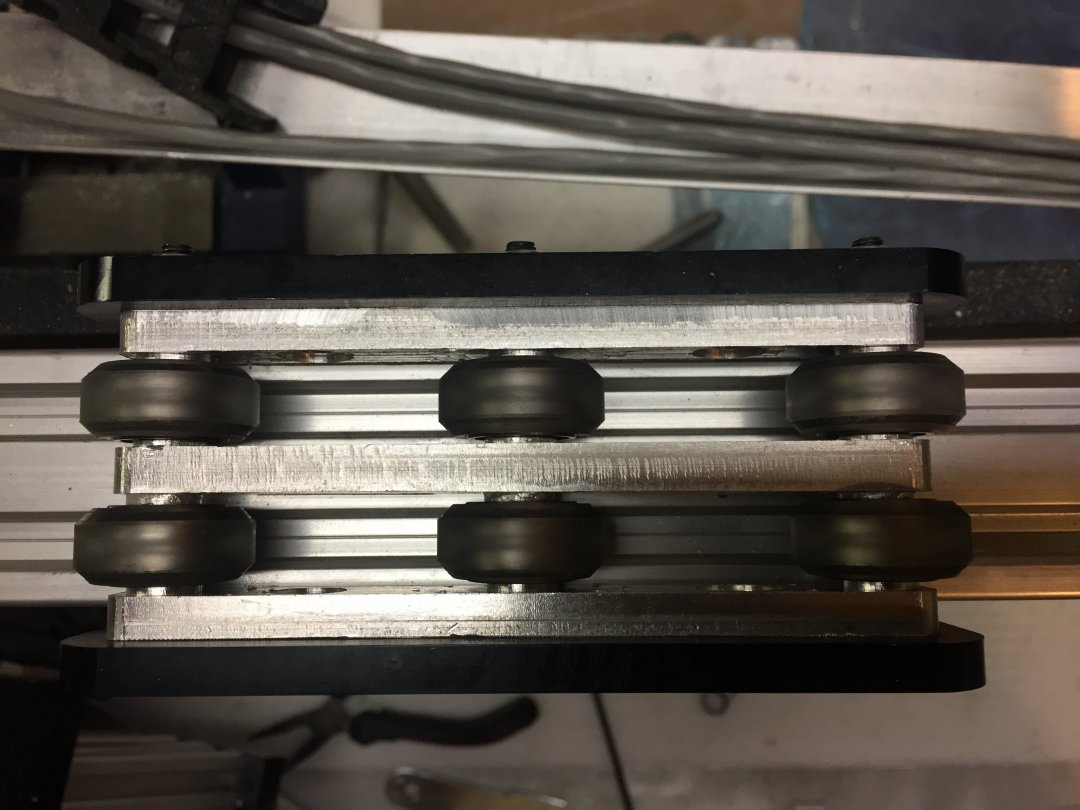
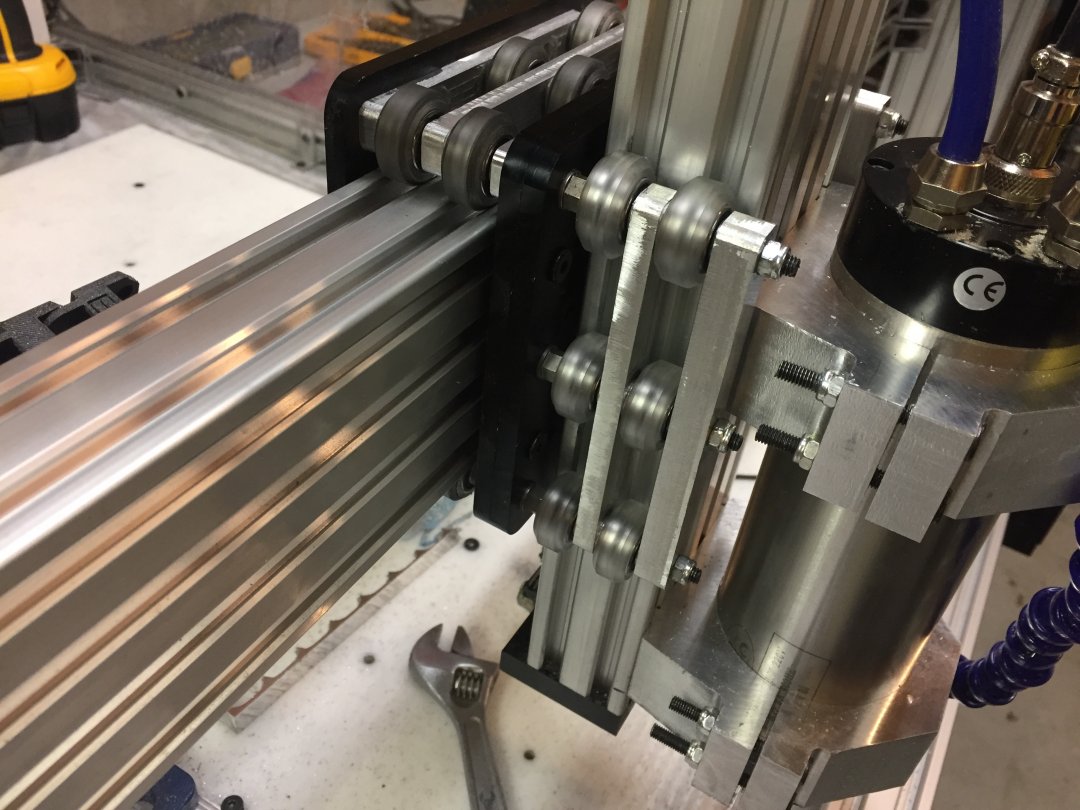
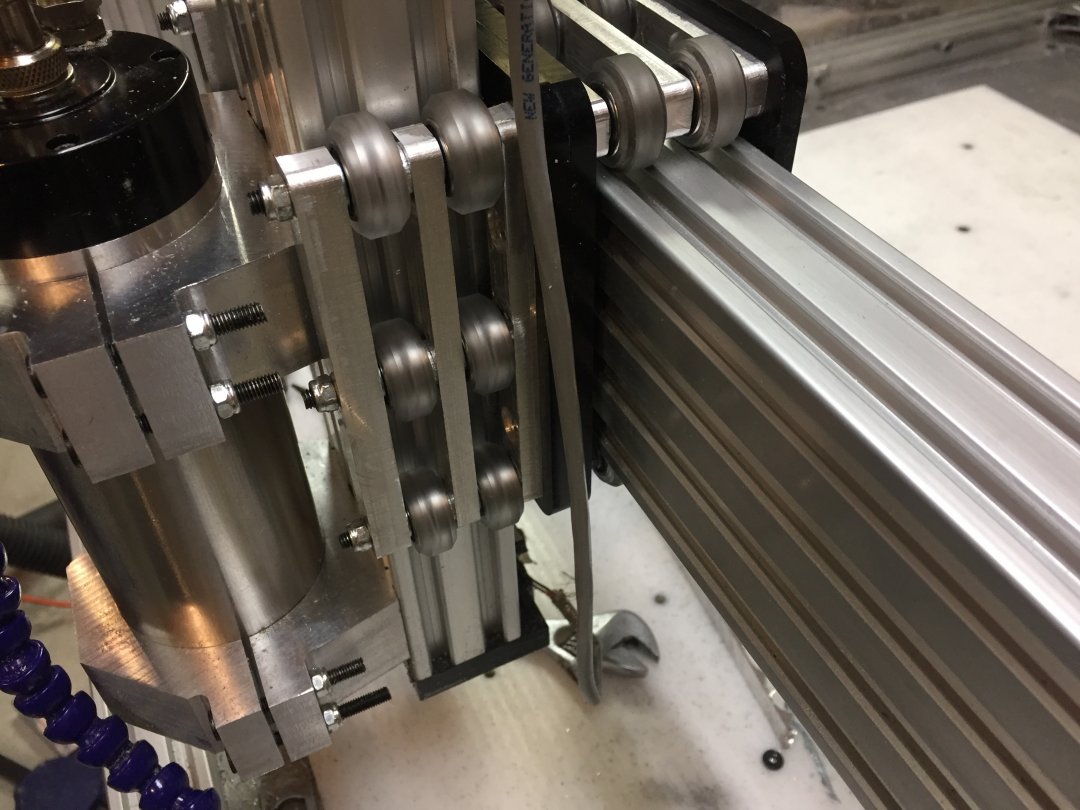
My next upgrade was to replace the v wheel spacers with solid machined aluminum pieces. These eliminate any wobble but most importantly tie all 3 wheels together. Before this upgrade I could max out the eccentrics and still have some wheels not as snug as I wanted. This also allowed me to add an extra set of v wheels on the Z axis which made it much more rigid. I believe it was this upgrade that now allows me to cut mild steel.
Cutting steel:
I'm using a 1/16" carbide bit, 3 flutes, 1/4" shank from Drillman1 on ebay.
.01" depth per pass
2.5 IPM
14,000 spindle RPM
I secure the steel piece in a vise and run a bead of 100% silicone caulking around the perimeter to form a "dam". I then flood the area with a 50/50 mixture of motor oil and diesel. Using straight motor oil kept the chips in the path of the cutter for the next pass and straight diesel was too thin and would shower everywhere when the bit would plunge.
Pictures and video attached.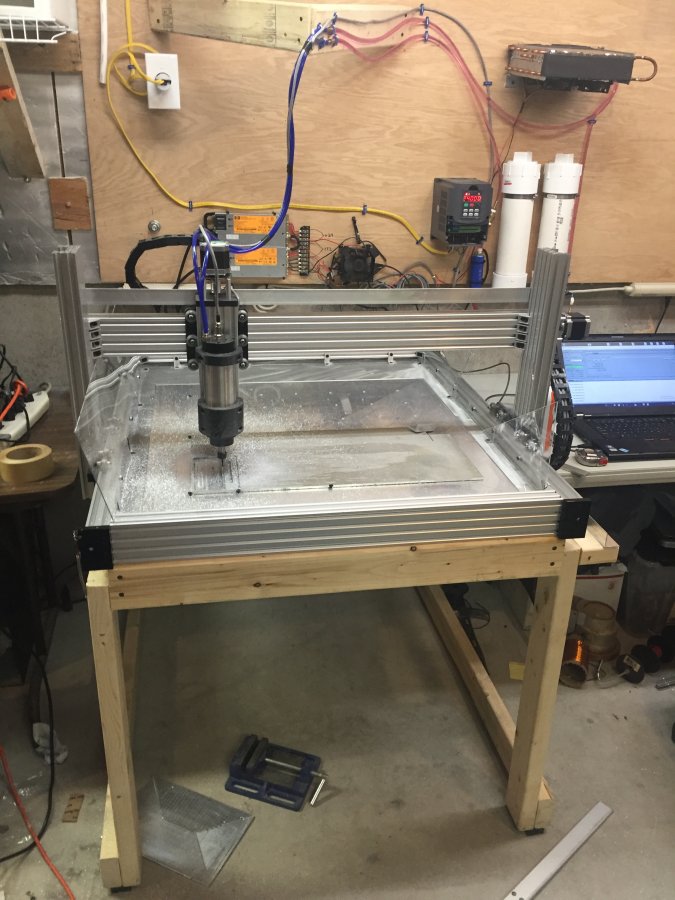




CRH C-BEAM Router, steel capable
Build in 'Cartesian Style CNC' published by chenderson, Feb 28, 2017.
C-beam based CNC router using mostly openbuilds parts.
-
-
Build Author chenderson, Find all builds by chenderson
-
- Loading...
-
Build Details
- Build License:
-
- CC - Attribution - CC BY