Dream to practical
Discussion in 'CNC Mills/Routers' started by Bob K, Jul 17, 2016.
Dream to practical
Discussion in 'CNC Mills/Routers' started by Bob K, Jul 17, 2016.
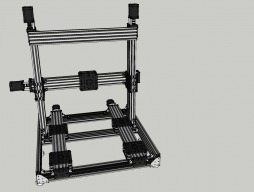
This is my journey from a dream machine to a practical (for me) machine. This is a Cartesian style frame that can change tool heads quickly. The first version will have milling and 3D printing tool heads. Later on I'll add a drag knife tool head.
Page 2 of 2
Page 2 of 2