Metalguru's C-Beam 750
Discussion in 'CNC Mills/Routers' started by Metalguru, Jul 10, 2016.
Metalguru's C-Beam 750
Discussion in 'CNC Mills/Routers' started by Metalguru, Jul 10, 2016.
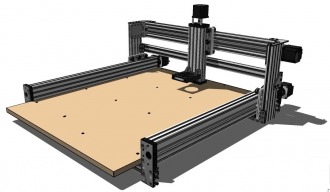
This is a C-Beam build, fairly heavy duty, and 750mm x 750mm. Should be a good, sturdy machine that's relatively easy to assemble.